

The Classification of Cotton
Classification of Upland Cotton
Measurements for fiber length, length uniformity, fiber strength, micronaire, color grade, trash, and leaf grade are performed by precise High Volume Instruments, in a process commonly referred to as “high volume instrument classification.” Only extraneous matter and special conditions are still officially classified by the traditional method of classer determination.
Fiber Length
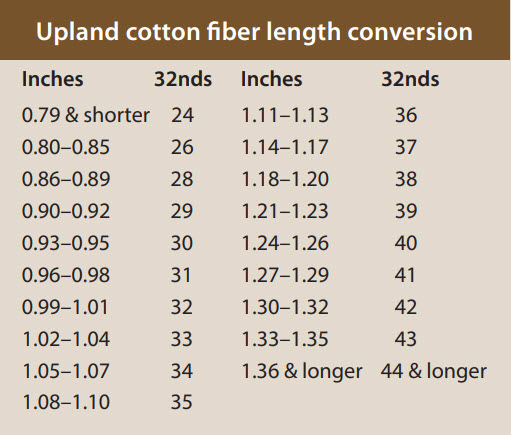
Fiber length is the average length of the longer half of the fibers (upperhalf mean length). It is reported in both 100ths and 32nds of an inch (see the conversion chart below). Fiber length is measured by passing a “beard” of parallel fibers through an optical sensing point. The beard is formed when fibers from a sample of cotton are automatically grasped by a clamp, then combed and brushed into parallel orientation.
Fiber length is largely influenced by variety, but the cotton plant’s exposure to extreme temperatures, water stress, or nutrient deficiencies may result in shorter fibers. Excessive cleaning or drying at the gin may also result in shorter fibers. Fiber length affects yarn strength, yarn evenness, and the efficiency of the spinning process. The fineness of the yarn that can be successfully produced from given fibers also is influenced by fiber length.
Length Uniformity
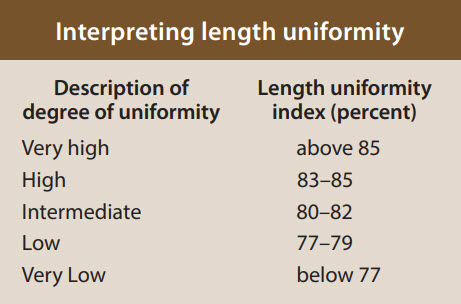
Length uniformity is the ratio between the mean length and the upperhalf mean length of the fibers, expressed as a percentage. If all of the fibers in the bale were the same length, the mean length and the upperhalf mean length would be the same, and the uniformity would be 100 percent. However, because of natural variation in the length of cotton fibers, length uniformity will always be less than 100 percent. The table below is a guide to interpreting length uniformity measurements.
Length uniformity affects yarn evenness and strength and the efficiency of the spinning process. It is also related to shortfiber content (content of fibers shorter than 1/2 inch). Cotton with a low uniformity index is likely to have a high percentage of short fibers. Such cotton may be difficult to process and is likely to produce low-quality yarn.
Fiber Strength
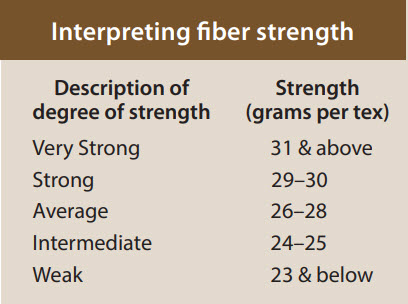
Strength measurements are reported in grams per tex. A tex unit is equal to the weight in grams of 1,000 meters of fiber. Therefore, the strength reported is the force in grams required to break a bundle of fibers one tex unit in size. Strength measurements are made on the same beards of cotton that are used for measuring fiber length. The beard is clamped in two sets of jaws, 1/8 inch apart, and the amount of force required to break the fibers is determined. The table below is a guide to interpreting fiber strength measurements.
Fiber strength is largely determined by variety. However, it may be affected by plant nutrient deficiencies and weather. Fiber strength and yarn strength are highly correlated. Also, cotton with high fiber strength is more likely to withstand breakage during the manufacturing process.

Fiber length and strength measurements are made on the same “beard” of cotton.
Micronaire
Micronaire is a measure of fiber fineness and maturity. An airflow instrument is used to measure the air permeability of a constant mass of cotton fibers compressed to a fixed volume. The chart below is a guide to interpreting micronaire measurements.
Micronaire can be influenced during the growing period by environmental conditions such as moisture, temperature, sunlight, plant nutrients, and extremes in plant or boll population. Fiber fineness affects processing performance and the quality of the end product in several ways. In the opening, cleaning, and carding processes, low-micronaire or fine-fiber cottons require slower processing speeds to prevent damage to the fibers. Yarns made from finer fiber have more fibers per cross-section, which results in stronger yarns. Dye absorbency and retention are affected by the maturity of the fibers; the greater the maturity, the better the absorbency and retention.
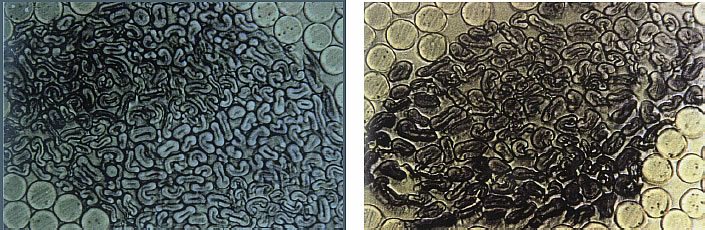
Upland cotton with micronaire of 3.8 (left) and 5.2 (right).
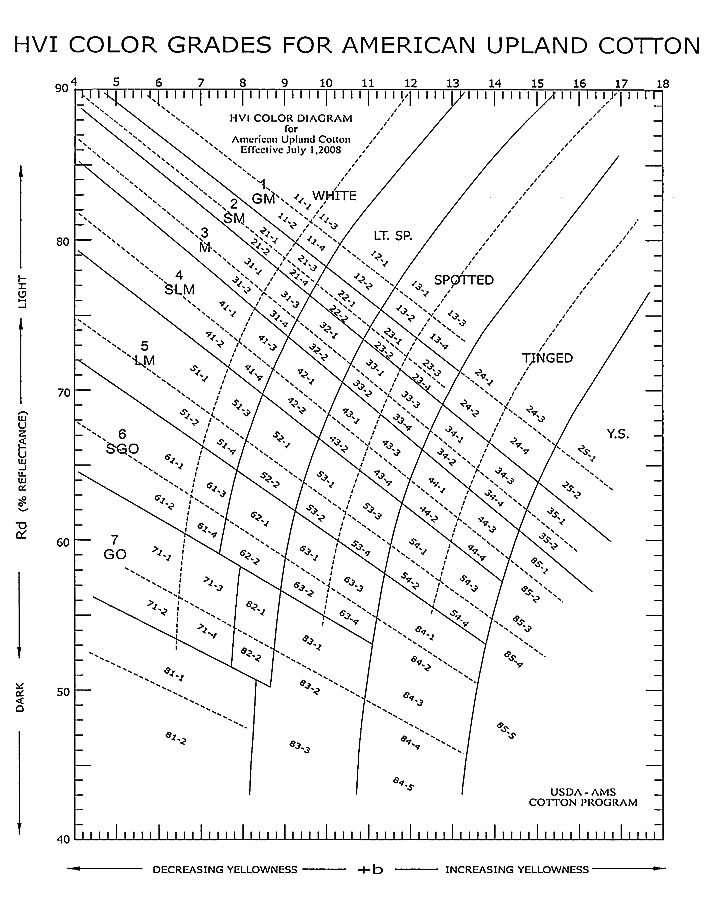
Color Grade

The color of cotton is graded by the high volume instrument.
Color grade is determined by the degree of reflectance (Rd) and yellowness (+b) as established by official standards and measured by the high volume instrument. Reflectance indicates how bright or dull a sample is, and yellowness indicates the degree of pigmentation. A three-digit color code is determined by locating the point at which the Rd and +b values intersect on the color chart for American Upland cotton.
The color of cotton fibers can be affected by rainfall, freezes, insects, fungi, and staining through contact with soil, grass, or cotton-plant leaf. Color can also be affected by excessive moisture and temperature levels during storage, both before and after ginning. Color deterioration because of environmental conditions affects the fibers’ ability to absorb and hold dyes and finishes and is likely to reduce processing efficiency.
Trash
Trash is a measure of the amount of non-lint materials in cotton, such as leaf and bark from the cotton plant. The surface of the cotton sample is scanned by a digital camera, and the digital image is analyzed. The percentage of the surface area occupied by trash particles (percent area) and the number of trash particles visible (particle count) are calculated and reported.
The ratio between percent area of trash and trash particle count is a good indicator of the average particle size in a cotton sample. For instance, a low percent area combined with a high particle count indicates a smaller average particle size than does a high percent area with a low particle count.
A high percent area of trash results in greater textile mill processing waste and lower yarn quality. Small trash particles, or “pepper trash,” are highly undesirable, because they are more difficult for the mill to remove from the cotton lint than are larger trash particles.
Leaf Grade
Leaf grade is a measure of the leaf content in cotton. Recent extensive research and development work has resulted in acceptance of instrument leaf grade. Leaf grade is now determined by high volume instrument trash meter percent area and particle count (described above for trash). The leaf grade is calculated from these parameters based on the Universal Upland Grade Standards and American Pima Grade Standards.
Leaf content is affected by plant variety, harvesting methods, and harvesting conditions. The amount of leaf remaining in the lint after ginning depends on the amount present in the cotton before ginning, the amount of cleaning, and the type of cleaning and drying equipment used. Even with the most careful harvesting and ginning methods, a small amount of leaf remains in the cotton lint. From the manufacturing standpoint, leaf content is all waste, and there is a cost factor associated with its removal. Also, small particles cannot always be successfully removed, and these particles may detract from the quality of the finished product.
Extraneous Matter
Extraneous matter is any substance in the cotton other than fiber or leaf. Examples of extraneous matter are bark, grass, spindle twist, seedcoat fragments, dust, oil, and plastic. Unlike plant-based extraneous matter (such as bark, grass, or seedcoat fragments), plastic extraneous matter generally is not uniformly distributed throughout a plastic-contaminated bale. Therefore, a classing sample from a plastic-contaminated bale may or may not have plastic extraneous matter present. The kind of extraneous matter and an indication of the amount (light or heavy) are noted by the classer as a remark on the classification document.
Another factor noted on the classification record under “extraneous matter” is abnormal preparation. “Preparation,” or “prep,” describes the degree of smoothness or roughness of the ginned cotton lint. Various methods of harvesting, handling, and ginning cotton produce differences in roughness or smoothness of preparation that sometimes are quite apparent. Abnormal preparation of Upland cotton has greatly decreased in recent years as a result of improved harvesting and ginning practices, and now occurs in less than half of one percent of the crop.
Module Averaging
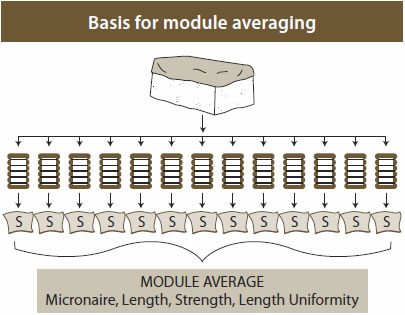
Module averaging is a voluntary program offered since 1991 to Cotton Program customers at no additional charge. It is a method to improve the reproducibility of the high volume instrument measurements of cotton strength, length, length uniformity, and micronaire. Improved reproducibility and accuracy enhance the value of U.S. cotton classification and allow all parties to trade U.S. cotton with greater confidence in the quality measurements.
Module averaging does not require a new sampling procedure; it uses the measurements made through the current procedure of obtaining a sample from each side of every bale. With module averaging, all of the individual bale measurements of fiber quality within a module or trailer are averaged, and that average value is assigned to every bale in the module. For example, the individual strength readings for all of the bales in the module are added together and divided by the number of bales in the module to determine the module average for strength, and that value is then assigned as the strength reading for each bale in the module unit. This average serves as the final quality measurement value.